
آشنایی و نحوه پرینت سه بعدی با فیلامنت چوب
حدودا از سال 2012، چاپ سه بعدی با فیلامنت چوب امکان پذیر شده است. اما فیلامنت چوب چیست؟
اساساً این فیلامنت همان PLA است که حاوی فیبرهای چوبی نیز می باشد. پس از پرینت، جسم نهایی به طرز شگفت انگیزی شبیه چوب به نظر رسیده و احساس قطعه چوبی را به ما منتقل می کند. در ادامه به بررسی دقیق فیلامنت چوب و نحوه استفاده از آن در پرینتر سه بعدی می پردازیم. همچنین در مورد پرداخت کاری آن بحث خواهیم کرد .
به طور معمول، فیلامنت چوب از حدود 70٪ PLA و 30٪ الیاف چوب تشکیل شده است. توجه داشته باشید که به دلیل چوب اضافه شده، این نوع فیلامنت نسبت به PLA معمولی ظریف تر است و راحت تر می شکند. در سالهای گذشته ، فیلامنت های چوب اولیه با خاک اره ساخته می شدند، که باعث می شد پرینت سه بعدی نهایی بیشتر شبیه مقوا باشند تا چوب. اما یکی از مزیتهای آن انعطاف پذیری بیشتر بود. امروزه از رشته های الیاف چوب در فیلامنت های چوبی استفاده میشود که در نتیجه اشیاء پرینت سه بعدی شده می توانند درست مانند چوب حکاکی شده به نظر برسند و حتی بوی چوب بدهند. بسته به برند و کارخانه تولید فیلامنت چوب، می توانید انواع مختلفی از رشته های چوبی مانند بامبو، توس، سرو، چوب پنبه، آبنوس، زیتون، کاج و حتی نارگیل را پیدا کنید.
نکته مهم اینکه به فیلامنتی که خریداری میکنید دقت کنید. مطمئن شوید که فیبر چوبی دارد و نه فقط رنگ چوب، زیرا نتیجه یکسانی حاصل نمی شود


مزایای فیلامنت چوب
– پرداخت با بافت چوبی از نظر زیبایی شناسی جذاب است
– به نازل گران قیمت مقاوم در برابر سایش نیاز ندارد
– بوی معطر و مطبوع چوب میدهد
معایب فیلامنت چوب
– مستعد تار مویی زدن است
– نازل های کوچکتر ممکن است به مرور زمان دچار گرفتگی جزئی شوند
– ممکن است به یک نازل اندازه بزرگتر نیاز داشته باشد
تنظیمات مهم جهت پرینت سه بعدی با فیلامنت چوب
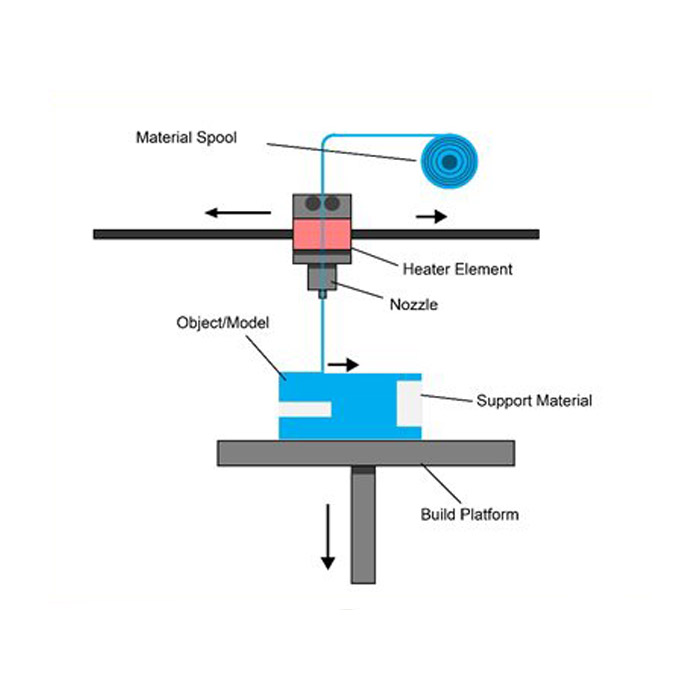
تنظیمات نازل
مشابه فیلامنت PLA معمولی، بهتر است قسمت نازل پرینتر سه بعدی خود را از قبل بین 190 تا 230 درجه سانتیگراد گرم کنید. به طور طبیعی، دمای دقیق به برند فیلامنت به تجربه کاری شما بستگی دارد
یک نکته ی جالب در مورد فیلامنت چوب این است که می توانید دماهای مختلف را برای تولید رنگ ها و پرداخت های مختلف آزمایش کنید. به این دلیل که نازل در دماهای بالاتر فیبر چوب را می سوزاند و سایه های تیره تری ایجاد می کند.
فقط توجه داشته باشید که چوب بسیار قابل اشتعال است. اگر نازل خیلی گرم باشد و به اندازه کافی فیلامنت را اکسترود نمی کند، پرینت شما ممکن است آسیب ببیند یا حتی آتش بگیرد.
برای جلوگیری از گرفتگی نازل، توصیه می شود پرینتر سه بعدی خود را به نازلی بزرگتر از استاندارد 0.4 میلی متر مجهز کنید. علاوه بر این، تمیز نگه داشتن نازل در فیلامنت چوب بسیار مهم است
تنظیمات میز گرم
برای ایجاد چاپ های سه بعدی با کیفیت با فیلامنت چوب، استفاده از میز گرم ایده خوبی است، اما لازم نیست. اگر تمایل دارید آن را از قبل در دمای 50 تا 70 درجه سانتیگراد گرم کنید. آنچه مهم است تهیه یک سطح چسبنده خوب است، چه با چسب ماتیکی یا چسب نواری ابی رنگ یا شیشه های کربنی جدید یا ورق های PEI. در غیر این صورت، احتمال لغزش و کنده شدن قطعات در حین چاپ بسیار زیاد است.
تنظیمات اضافه
هنگامی که کار با فیلامنت چوب را شروع می کنید، ممکن است چالشهایی را با تراوش کردن فیلامنت از نازل تجربه کنید. تغییر در اعداد و تنظیمات خاص نرم افزار اسلایسر می تواند به شما در حل این مسایل کمک کند. در اینجا چند نکته مفید وجود دارد:به طور کلی، هنگام استفاده از فیلامنت چوب از تنظیمات تعداد لایه ها و ضخامت لایه ها نترسید. این ماده معمولاً در پنهان کردن خطوط لایه بسیار خوب عمل می کند، بنابراین شما می توانید از ضخامت لایه های 200 میکرون تا 800 میکرون براحتی برای چاپ استفاده کنید.از آنجایی که فیلامنت چوب نسبتاً سریع جامد می شود، ممکن است در نازل گرفتگی ایجاد شود ، گاهی اوقات می توان با افزایش سرعت پرینت ، از گرفتگی جلوگیری کرد.نرم افزار CURA دارای تنظیماتی به نام Combing در قسمت Travel می باشد که حرکات نازل را مجدداً محاسبه می کند تا در داخل فضای محیط پرینت باقی بماند. این کار زمان چاپ را افزایش می دهد اما از تراوش کردن بیش از حد جلوگیری می کند و کیفیت سطح را بهبود می بخشد. Simplify3D تنظیماتی به نام Coasting دارد که هر بار که نازل به انتهای یک بخش چاپ میرسد، فشار روی نازل را کاهش میدهد
همچنین می توانید سعی کنید برخی از پارامترها مانند سرعت پرینت و حجم خروجی فیلامنت را تنظیم کنید. برای این کار تنظیمات قسمت Flow را بررسی کنید

پرداخت کاری و عملیات نهایی
هنگامی که فرآیند پرینت سه بعدی ( چاپ سه بعدی ) به پایان رسید، می توانید پرداخت نهایی را شروع کنید. با این حال، با فیلامنت چوب، حتی می توانید با رنگ آمیزی در طول زمان پرینت شروع کنید.
همانطور که قبلا ذکر شد، تغییر دمای پرینت باعث تغییرات ظریف رنگ می شود. سنباده زدن قطعه پرینت سه بعدی چوب بسیار شبیه سنباده زدن یک تکه چوب معمولی است. با یک سمباده سخت تر شروع کنید و به تدریج به سمت یک سمباده ی نرم تر بروید تا زمانی که سطح قطعه صاف شود.
درست مانند چوب واقعی، اشیاء چاپ سه بعدی با فیلامنت چوب متخلخل هستند، به این معنی که به راحتی رنگ ها و لکه های مختلف را جذب می کنند. استفاده از لکه را برای تولید رنگ های مختلف و پوشش های سطحی را در نظر بگیرید. اگر به یک دستگاه برش لیزری یا حکاکی، یک دستگاه CNC دسترسی دارید، می توانید ویژگی ها یا نقشه هایی را به کار تمام شده خود اضافه کنید.